自从粉末涂料喷涂技术进入涂装业后,粉末涂料在一般工业用涂料中所占有的市场比例逐年持续增长,其原因是粉末喷涂技术具有独特的优势。涂层微孔少,防腐性能好,并可一次进行厚膜喷涂。
(一)降低对环境的污染程度
(二)经济效益显著
(三)节约能源
(四)优异的膜层性能
上架→水洗→脱油涂油→水洗→酸洗→水洗→纯水洗→无铬钝化→滴干→烘干→喷粉→固化→卸架→包装
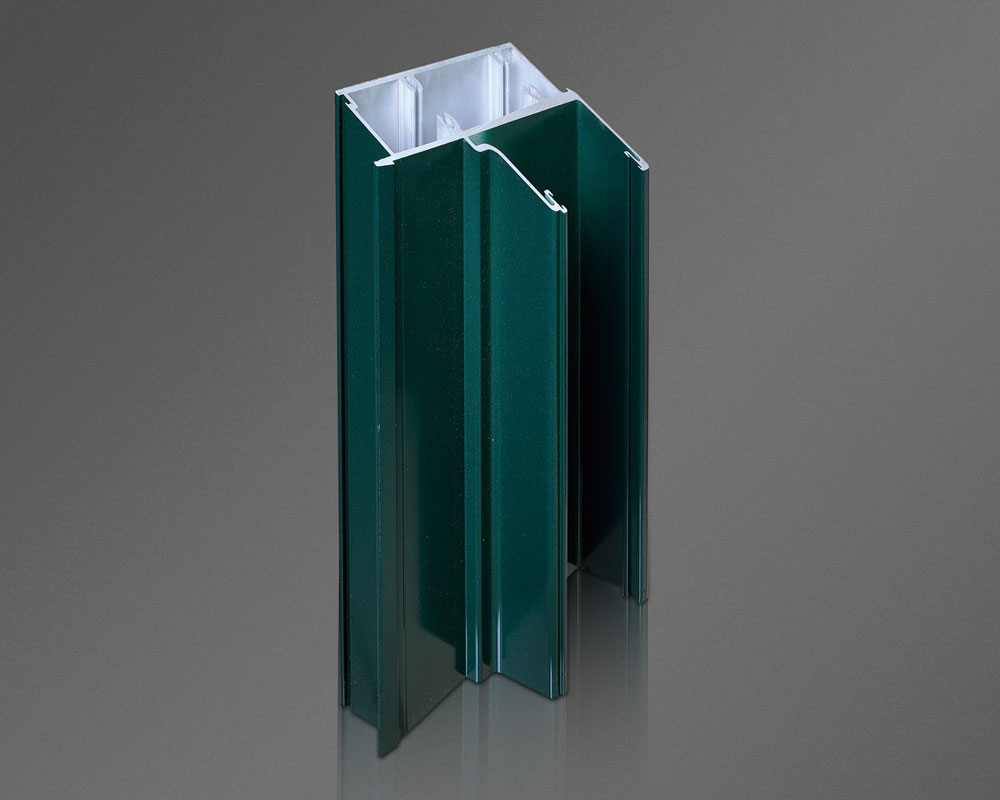
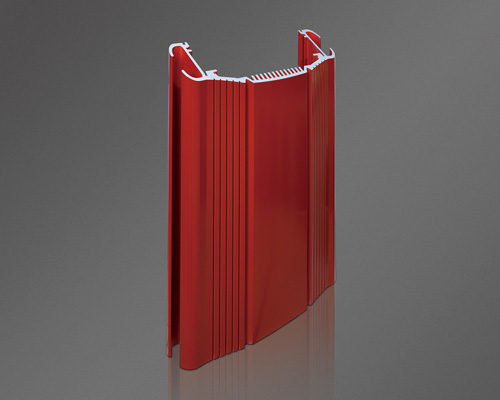
喷粉全部选用优质的涂料及优质的化工原料,生产出表面流平好、色泽均一、附着力强、耐候性好、颜色多样的高质量产品。
(1)光泽涂层的60°光泽值及其尤许偏差
| 光泽值范围 | 允许偏差 |
| 3-30 | ±5 |
| 31-70 | ±7 |
| 71-100 | ±10 |
(2)颜色和色差
膜层颜色与合同(或订单)规定的标准色板基本一致。使用仪器测定时,单色粉末的膜层与标准色板间的色差△Eab*≤1.5,同一批产品之间的色差△Eab*≤1.5。
(3)膜层厚度
装饰面上膜层最小局部厚度≥40μm,我司内控要求为:
| 膜厚μm | 注意事项 | 用途 | |
| ≥40 | 粘胶位置 | 喷涂专用压线 | 普通粉 |
| ≥60 | 没有粘胶必须喷涂 | 压线、护边可按≥40执行 | 耐候粉 |
注:由于型材横截面形状的复杂性,在型材某些表面(如凹角、凹槽等)的局部膜厚允许低于表中的规定值;非装饰面如需喷涂应在合同或订货单中注明,对膜厚有其他特殊要求时,可经供需双方商定,并在订货单(或合同)中注明。
(4)压痕硬度
膜层经压痕试验,其抗压痕性≥80。
(5)附着力
干式、湿式、沸水附着力均应达到0级。